




服務與支持 / MENU
產品儲存溫度:5℃ 以上
建議施工環境溫度:15℃ 以上,低施工環境溫度:10℃ 以上
建議工件溫度:10℃ 以上,施工環境濕度要求:80%以下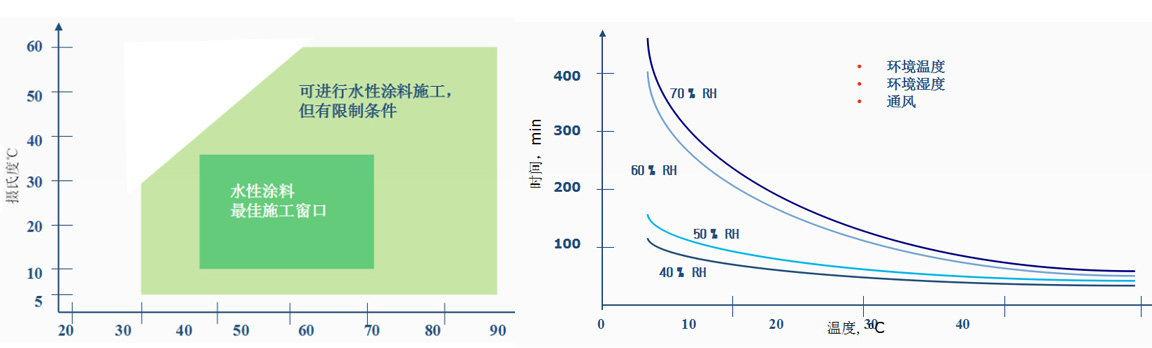
金屬構件體加工過程中所產生的焊渣、毛刺、油污等雜質后噴砂除銹
金屬表面進行除銹,清潔度至Sa2.5-3級
噴砂后的構件應除去氧化皮、鐵銹和污物,并有的粗糙度,然后用干燥的壓縮空氣或干凈的毛刷清理,除去砂粒、塵土
金屬表面除銹后,用棉布蘸取環氧稀料殘留的油污
除油后需噴涂改性乙烯磷化預涂底漆,噴涂膜厚15-20μm,預涂底漆噴涂后,需60℃ 烘烤30-50min,或25℃ 自干2h以上,實干后方可噴涂鐵路貨車用水溶性油漆
噴涂前的準備使用前需將整桶改性乙烯磷化預涂底漆用電動攪拌攪拌均勻,按規定的配比漆:固化劑(4:1)配好后進行噴涂;改性預涂底漆噴涂程序結束后,準備鐵路貨車用水溶性油漆的噴涂,將整桶鐵路貨車用水溶性油漆用電動攪拌充分攪拌均勻,若粘度大,可加水稀釋,適宜噴涂即可。為了達到涂膜厚度,可以增加每道漆的涂覆道數,每次間隔時間為表干時間;
底架涂裝要求
①在進行車體底架噴涂時,噴槍應于底架保持30-40cm左右距離且水平方向進行勻速噴涂,預涂底漆噴涂結束后,噴水性漆,鐵路貨車用水溶性油漆可分2-3遍噴涂,每次間隔為表干時間,干膜厚度為80-100μm。
②在進行車體底架噴涂前,應先對角部位,隱蔽部位和焊縫進行預涂,然后再進行噴涂。
③車體漆膜干膜厚度應控制在80-100μm。
④使用空氣噴槍進行或刷涂局部修補。不能使用無氣噴槍進行局部點射修補,防止漆霧飛散,造成漆膜表面粗糙。
常規條件下施工
①環境氣溫不低于10ºC時,車體表面清理完成以后直接噴涂,噴涂后可以自然干燥;也可根據需要進行烘烤。
②噴涂作業如果遇到沙塵天氣,應該在相對封閉的環境中進行施工.
③當相對濕度大于或漆膜干燥過慢時,可采用增加通風(吹干)或者烘烤干燥。
冬季施工(氣溫低于10℃ )
① 油漆庫房和調漆房需要采取供暖措施,保證室內溫度不低于10℃ 。
② 油漆的運輸過程中需采用保溫措施,保證周圍溫度不低于5℃ 。
③ 涂裝前需要將車體在50℃ 以上的烘房中進行充分預熱,以保證涂裝車體溫度符合施工條件,車體溫度不低于10℃ ,涂裝后立即將車體進行烘烤干燥。
④噴涂作業如果遇到沙塵天氣,應該在相對封閉的環境中進行施工。
烘房設置為溫度50-60℃ ,濕度不高于并具備空氣擾動設備(如風扇等),使車體上下溫度保持一致。建議烘烤時間30-60min。

